








 Reply with Quote
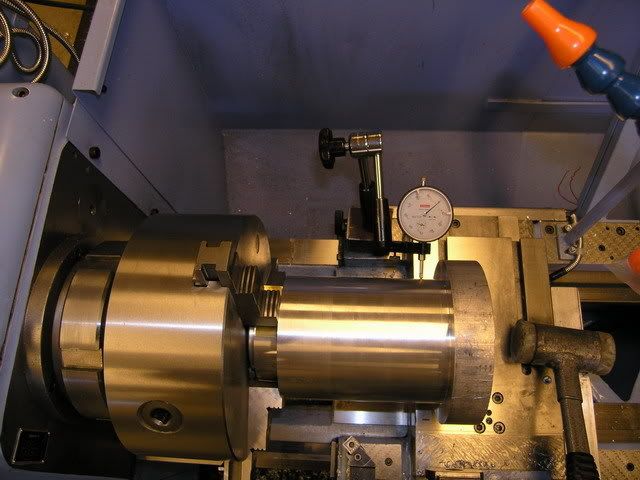
Reply with QuoteWhen the housing was done I started to make the internal parts of the spindle. The gripper, drawbar and the tube that will house the drawbar assembly. I don't have any photos of the actuall machining but here's a few of the finnished parts.
Drawbar with springs, the gripper and tube and a BT30 holder:
Here's the tube and gripper viewed from the end that grips the toolholder. The holes in the gripper is a reamed to 6mm for the balls but not quite all the way thru to prevent the balls from falling out.
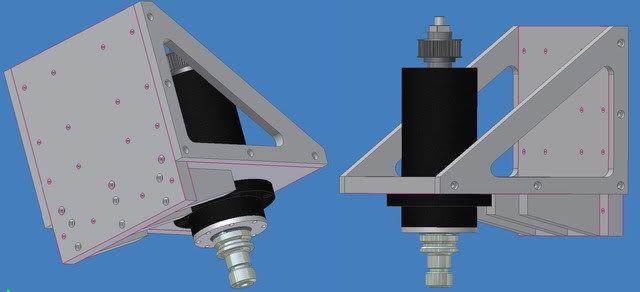
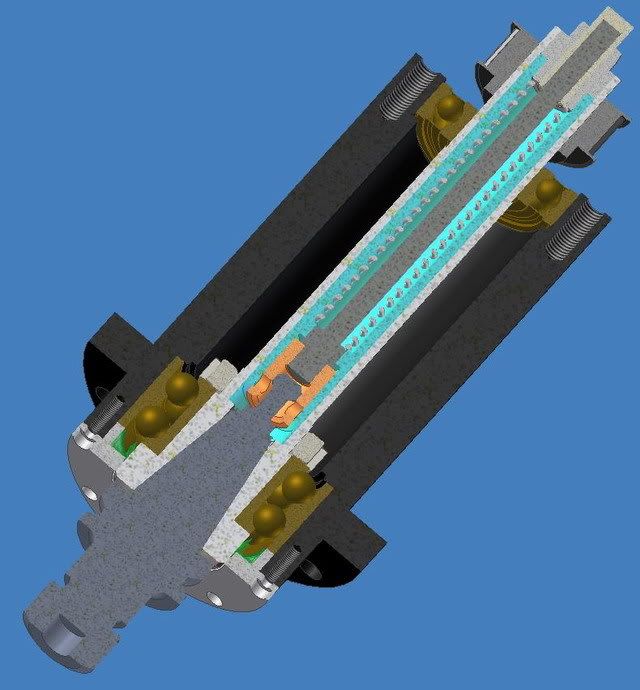
And here's another one when it's assembled. When the springs pull the drawbar up, the chamfer in the tube will force the balls inwards gripping around the pullstud of the holder. A pnuematic cylinder will push the drawbar down to release the tool - I believe this is how most toolchanger works. This assembly will then be mounted inside the spindle from the top as can be seen in the 3D model in the first post.
More later, thanks for looking!
/H.O